Operators want to dry cuttings and recover oil-based and synthetic-based drilling fluids to reuse for both environmental and economic objectives. A cuttings dryer reduces the volume of drill cuttings, reduces the waste that has to be transported and disposed, and recovers reusable drilling fluids to give a significant cost savings while enhances environmental performance.
Traditional dryers require cuttings collection, conveyance systems and increased rig manpower. The necessity of conveying cuttings from the shaker area to a cuttings dryer located elsewhere on the rig can contribute to the degradation of cuttings before they reach the dryer. As the cuttings break down, more cuttings surface area makes fluid recovery less efficient and can increase the total volume of waste requiring disposal. These factors make the economics of fluid recover less favorable, and equipment such as augers can introduce safety concerns in many cases. Dryer Sawdust
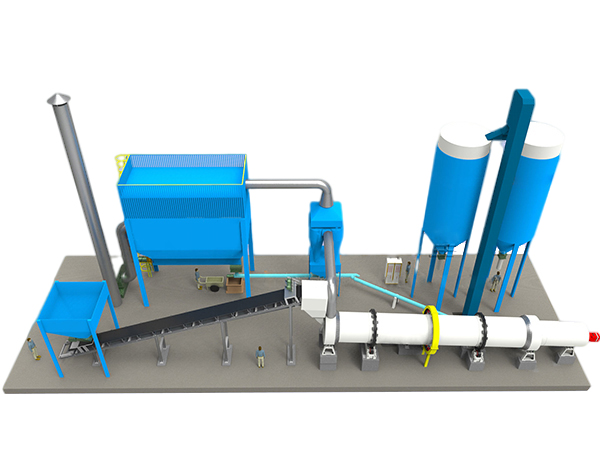
Until recently, centrifugal cuttings dryers designed for the mining industry were the only option for these operations. The new, patented RotaVac rotary vacuum dryer (RVD) system from Baroid Surface Solutions has advantages over centrifugal cuttings dryers where fluid recovery and reduced waste management costs are the key concerns.
Descriptions of most cuttings dryers imply that all wet cuttings going into the dryer are individually dried and then exit the dryers in their original shape and size, minus fluids. This does not reflect the degradation of cuttings during conveyance or the impact of centrifugal forces on the cuttings. The same force that breaks the surface tension can damage the cuttings, making many small cuttings out of one large cutting. The volume of fluid film adhering to the large cutting is multiplied many times when a cutting crumbles or breaks prior to drying. Fine solids can end up in the recovered mud, increasing the percentage of low-gravity solids and adversely affecting drilling performance. The RVD drying process exposes cuttings to a drum rotating at 1-2 rpm, compared to several hundred rpm in traditional dryers. The process applies much less G-force to better preserve the original size and shape of the cuttings.
The system uses high-velocity air and differential pressure rather than centrifugal force to dry cuttings. The high-speed air typically is generated with a 75-hp fan rated at 144 m3/min (5,080 ft3/min) and 1,524 mm (60 in.) water pressure. Each fan provides air for up to four RVD units. In some cases, a 100-hp fan can be used to increase drying capacity, depending on local regulations, distance between fan and dryers, and the type of cuttings. Lower horsepower fans can be used where appropriate.
The separator collects the air containing the recovered drilling fluid and allows only clean air to exit the system. The fan, separator, and transfer pumps usually are combined onto a single skid. Hydraulically operated, 12-in. wire screen rotating drums are placed directly in front of the rig’s shale shakers. Wet cuttings from the shaker fall onto an axial scraper trough riding on the screened drum and then are channeled through the scraper blades as they go back and forth. Negative pressure on the inside of the drum causes differential pressure at the screen surface. That allows drilling fluids and wet particles smaller than the screen size to be drawn through the screen and carried by high-speed air to the separator.
At the separator, the air velocity decreases so the recovered liquids drop out. The liquids collect in the separator before transfer to the mud centrifuge for additional cleaning, if required. The centrifuged fluid returns to active system for reuse. Dried cuttings remain on the surface of the screen and are discharged continuously by gravity as the drum rotates at 1.5 rpm.
Unit performance can be optimized with proper screen size selection.
The simple hydraulics system has two hydraulic hoses going to each unit. A single 25-hp hydraulic power pack can supply hydraulic power to as many as five units. Because the units have no electrical components, they can go inside the shaker house. Additional zoning and certifications usually are not required.
Since the system does not use high-speed, high G-force equipment to dry the cuttings, it requires significantly less maintenance, reducing the manpower requirement at the rig site and freeing accommodations space offshore.
Operating costs also are reduced. Using multiple dryers, one at each shaker, provides more redundancy in case of mechanical failure and has a higher total throughput than a single centrifugal dryer.
These units are designed to install immediately below the shaker, so each shaker discharges directly to a dryer rather than onto conveyance equipment. The ability to dry cuttings immediately after they go over the shakers helps prevent degradation and unwanted increase in surface area. The fluid on the cuttings is not subject to the draining that can occur as cuttings travel some distance from the shaker to a dryer; therefore, more fluid can be recovered earlier in the process.
By eliminating the need for augers or other conveyance systems, rig up and installation are simplified, and worker safety is improved by eliminating a major risk. The cost savings for installation of the system were calculated by one major operator to be 80% lower than the average cost of a centrifugal dryer package installation, an average savings of over $150,000 per rig up.
Transport and disposal costs of drill cuttings and other waste can account for up to 50% of the total fluids costs on well. In areas where cuttings must be shipped to shore, preventing cuttings degradation from the outset helps operators minimize the waste volume and maximize fluid recovery. Dried cuttings fall directly from the unit to the collection or disposal area. The system can reduce the average oil on cuttings to approximately 5% by weight, and the recovered fluid is less likely to contain the fine, low-gravity solids produced by conventional conveyance and drying.
Only recovered fluid is conveyed from the units. Dried cuttings fall into a trough or collector for disposal. The recovered fluid is sent using a diaphragm pump or vacuum unit to the mud centrifuge for low-gravity solids removal. The recovered fluid is returned for immediate reuse in the active drilling fluid system. The ability to recover and reuse as much oil- or synthetic-based fluid as possible helps control drilling fluid costs and minimize the potential for environmental incidents.
As each shaker discharges the wet cuttings to its own dryer, the problem of “out-drilling” the dryer or transfer equipment capacity can be eliminated. Drilling operations will not be shut down in order to process cuttings generated at high rates of penetration.
One operator in Africa with multiple rigs compared the performance of the RVD system on two rigs to the performance of the conventional, centrifugal cuttings dryers previously deployed on up to seven rigs.
The RVD daily operating costs were 35% lower due to the fact that less manpower was required (approximately $1,500/day for RVD compared to $2,300/day for the conventional dryer systems). Over a year, this results in savings of $292,000 per rig.
The rig up and installation costs were much lower with the RVD system, averaging $38,000 per installation, while the average cost of the conventional systems for seven rigs exceeded $200,000 per installation.
Average oil on cuttings for these wells was slightly over 5% for the RVD system, while the conventional cuttings dryers ranged between 5% and 3%. Therefore, similar performance was achieved for a significantly lower cost. Similar results were observed from operations with two GoM wells.
Dryer For Sludge The system has been used on over 40 projects worldwide achieving savings through fluid recovery, which can exceed $40,000 on a single well with reduced volume of drilling waste. In the North Sea, it can cost up to $500 to transport, treat, and dispose of 1 metric ton (2,200 lb) of cuttings, so savings can be realized quickly. A typical well can generate 1,000-3,000 metric tons (1,102-3,307 tons) of drilling waste where a 20% reduction in volume would save $100,000-$300,000 per well.